Køl og stævn
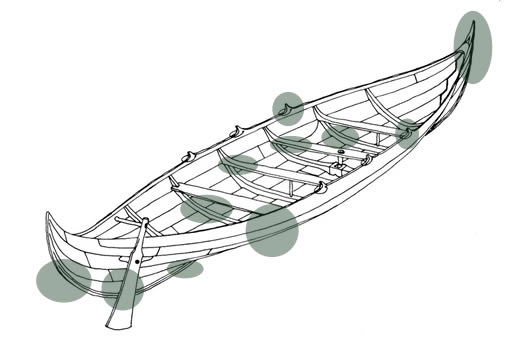
Gå på opdagelse i Gislingebådens skrog. Klik på de grå markeringer med musen,
og læs mere om skrogets opbygning

Bådens rygrad
Stævne på både og skibe fra vikingetiden og perioden herefter blev fremstillet på lidt forskellige måder, men kan dog deles op i to hovedkonstruktioner: Trappestævn og Spunningsstævn.
Gislingebåden er bygget med en trappestævn.
Stævnen er lavet af ét stykke. Den fremstilles ved at kløve et egetræ i halve og kvarte dele. Der går en kvartkløvning til en stævn. Først skabes stævnens udseende. Antallet af bord, der skal løbe ind på stævnen, formen på yderkanten og bredden af stævnen bestemmes på forhånd. Herefter hugges ydersiden så formen bliver en forlængelse af bordene, hvor de løber ind. Derefter udhules stævnen, så bordene kan samles til stævnen med klinknagler.
Båden kan godt have flere bordgange, end der er trapper på stævnen. På Gislingebåden er der 4 trin, men 5 bordgange.
Fremstilling af køl og stævn til Gislingebåden
Begge stævne og kølen til Gislingebåden er fremstillet af eg fra Vallø skov. Stammen blev kløvet på samme måde, som den store kævle vist på filmen, der skulle bruges til plankerne (se billederne fra kløvning her…).
Det første kløv til to halvdele gik lige efter bogen. Men da stammen var åbnet, kunne bådebyggerne se at stammens centrum, kaldet marven, var angrebet af en eller anden form for råd. Asger tog nogle prøver, som blev sendt til Hussvamp Laboratoriet for analyse, og problemet blev identificeret som Oksetungesvamp. Den havde angrebet kernen af stammen, lige ved bunden, men prøverne viste også, at den ikke havde spredt sig længere ind i træet. Efter mange diskussioner og overvejelser, besluttede bådebyggerne sig for, at det skadede område var så begrænset, at de godt kunne fortsætte med fremstilling af stævnene, med den del af træet, der ikke var angrebet.
For at lave stævnene, blev stammen kløvet videre til mindre dele. Her bruges øksen, som det primære værktøj. Stævnens karakteristiske kurve trådte langsomt frem og gav en fornemmelse af de endelig proportioner på det færdige emne.
Stævnens ydre kanter og de karakteristisk ’trappetrin’ er hugget ud. Linjerne langs siden af stævnen – der, hvor bordene ’fletter’ sammen med stævnen – er markeret og den første udskæring med et stemmejern er foretaget. Stævnen er efterfølgende udhulet til den rigtige tykkelse, hvilket varierer fra 5 cm ved stævntop til kun 1 cm, hvor bordene og stævn skal samles.
Den 5.6 meter lange køl er t-formet og danner bådens rygrad. Kølen blev fremstillet fra en lang egestamme, som gradvist blev hugget ned til den rigtige størrelse: Først hugget groft til en firkantet profil, og derefter det mere detaljerede arbejde, der skaber formen på kølen. Igen er øksen det primære værktøj. Dog bliver stemmejern også brugt til at markere specifikke punkter på overfladen, og til at forme de svingende ’vinger’, der løber langs kølens kanter. Kølen blev færdig før stævnene, så den blev omhyggeligt smurt med linolie og opbevaret i skygge, for ikke tørre ud og flække under solens varme.
Køl og stævne blev samlet med et skråskar, og fastgjort med tre jernnagler i hver ende. Tjæret uld blev placeret mellem køl og stævne som tætning. Det hjælper til at gøre samlingen vandtæt.



Følg projektet i billeder - tag et kig i Gislinge-galleriet!
Hvad er et open source projekt egentlig?
Læs mere om vores tilgang til Projekt Gislingebåd her...
Fra vrag til virkelighed
Læs om forskningen bag den færdige rekonstruktion her..

Start fra begyndelsen - læs om det originale Gislingefund her!